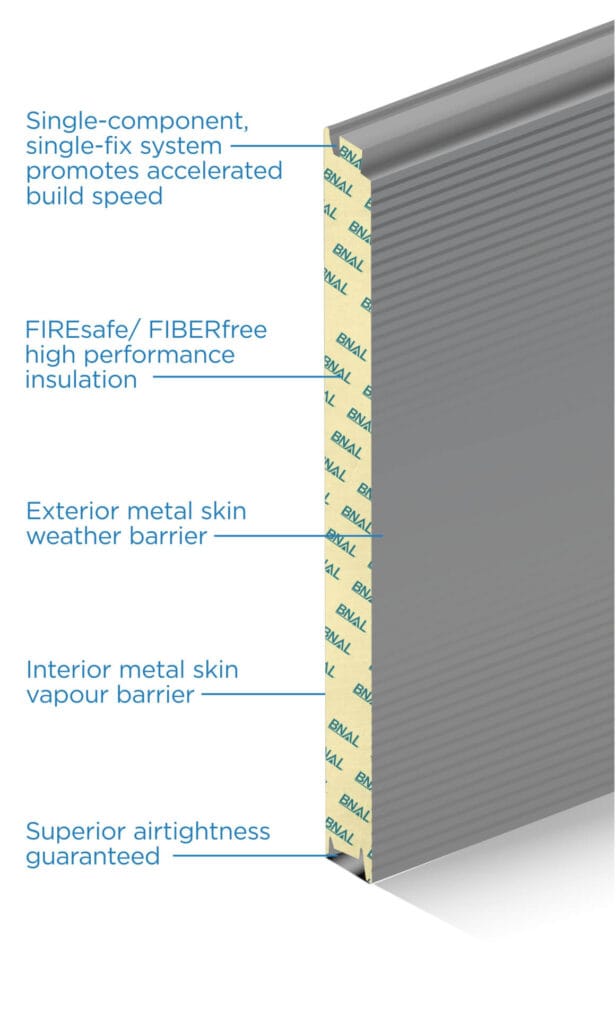
Interior metal skin vapour barrier
FIREsafe/ FIBERfree
high performance insulation
high performance insulation
Superior airtightness Guaranteed
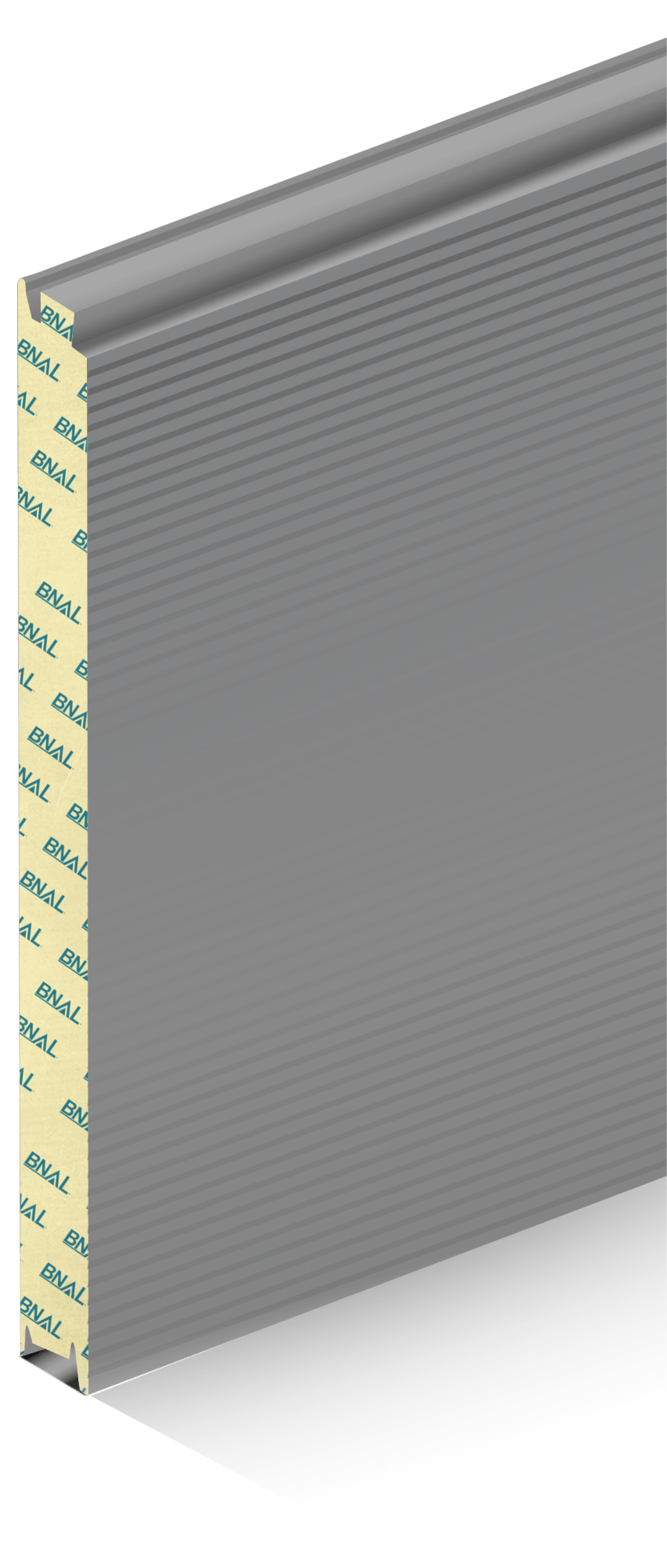
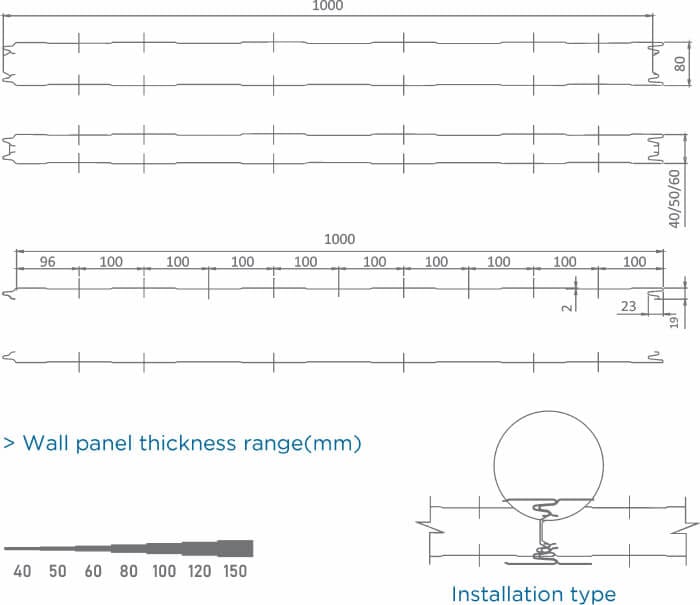
Single-component, single-fix system promotes accelerated build speed
Exterior metal skin weather barrier

BNAL Manufactures a range of high performance PUF insulated roof & wall panel systems that provide accelerated speed of construction.
These panels are engineered to perform in extreme temperatures, enabled to withstand temperature range from -80°C to +80°C. They come with comprehensive guarantees covering thermal, fire, structural and coating performance.
The panels are ideal for industrial, distribution, commercial, leisure, healthcare, education, business and technology parks and retail buildings.
Interior metal skin vapour barrier
Superior airtightness Guaranteed
Single-component, single-fix system promotes accelerated build speed
Exterior metal skin weather barrier

| CHARACTERISTICS | VALUE |
|---|---|
| Density | 40+2kg/m3 |
| Compressive Strength | 2.1 kb/cm2 at 10% deformation |
| Tensile Strength | 3.7 kg/cm2 |
| Bending Strength | 4.0kg/cm2 |
| Adhesion Strength | 2.9 kg/cm2 Foam to Steel |
| Dimensional Stability | 48 hrs (-25° C-0.1%) (-38°C & 90% RH-0.1%) (-100°C-0.4%) |
| Closed Cell Content | 90-95% |
| Temperature Range | -80°C to +80°C |
| Thermal Conductivity at 10°C | 3.7 kg/cm2 |
| Bending Strength | 4.0kg/cm2 |
| Fire Property | Self extinguishing |
| Water Vapour Permeability | 0.08-0.12 gms/hrm2 (at 90% RH & 38°C) |

As the name suggests the Continuous Line Panel Production process involves all operations starting from forming sheet metal profiles required for both faces, panel to panel joining profile detail, Foaming, Panel Forming, Curing and final cutting of product to length in one continuous process.
Step 1: Cold Forming
At the start of the production process two number de coilers are loaded with Steel Coils of the required color and thickness. These Steel coils are then fed into two separate Roll formers for the forming of the sheet metal profiles and the panel joining profile. After the roll forming the two steel facings pass through the heating chambers and then move to the molding area.
Step 2: Panel Foaming
Next the Polyurethane Chemicals in liquid form are sprayed on to the lower steel sheet. Where needed, the inner surface of steel sheet is given a ‘CORONA’ treatment to improve the bonding strength.
Step 3: Curing
The chemical system is delivered into the cavity by an oscillating/fixed manifold on which delivery nozzles are mounted at equal spacing. The chemical system starts reacting after the ‘cream time’ is reached. The foam then starts to rise, till the ‘rise time’ is completed. The top surface of the foam starts to adhere to the bottom surface of the top sheet after the ‘tack-free’ time is attained. All these reactions proceed even as the whole ‘mould’ is moving along.
Step 4: Final Cutting
The Pressure platten conveyors over the two sheets along with the side belts are long enough to keep the “Sandwich “ in closed state for a sufficiently long duration so that the finished panel is fully cured in all respects before it emerges from the double belt area of the line. After this the panel is cut to the required size on the band saw cutting machine.

As the name suggests in this production process the panel is manufactured by different processes being carried out on different machines to get the final product.The major equipment used for this process are the Foaming Machine and the Panel Press which features a vertical hydraulic ram of the length and width of the panel to be manufactured.Profiling of the Metallic/FRP/Cement Board facing is done as an 'off line' processes and brought to and stacked on either end of the panel press. Then the mould is created as follows:
Step 1
The base on which the bottom facing is placed is a precisely machined flat Platten equipped with a built in heating system. Sides of the mould are made of machined Aluminum extrusions (jigs), profiled to the male and female joint features desired. These jigs are specific to each thickness of panel being produced. Jigs also feature accurately positioned fixtures to mount Camlocks which get embedded in to the foam later.
Step 2
When the pre-profiled top and bottom facing sheets are placed in this mould with special spacers, a hollow space is created and is now ready for chemical injection.This complete pre-assembly is moved laterally into the press by a positioning actuator. A heavy ram, which is a precision machined guided block, closes the mould tightly and holds the ‘mould’ firmly. The temperature controlled heated plattens keep the mould at the optimum reaction temperature.
Step 3
Through many nozzles provided on the sides of the ‘mould’, PU chemicals mix is injected to precise volume as per settings in the microprocessor controlled delivery head. The liquid mix finds its level well before the ‘cream time’ of the chemicals is reached.
Step 4
The foaming reaction starts and the foam rise gradually to fill the nooks and corners of the mould. The rising of the foam is complete well before the ‘tack-free’ time, when the adhesion to the sheets starts- i.e., well after the foam has filled the ‘mould’.
Step 5
The assembly is held in position, in the preheated mould till after the mould release time has elapsed. Then the panel is ejected out of the press.
PUF Panel is insulated sandwich panel made with rigid polyurethane foam between metal sheets. They are used for walls, roofs and partitions requiring strong thermal performance. BNAL panels are engineered to perform reliably from -80°C to +80°C.
They offer high thermal insulation, structural strength and moisture resistance. This improves temperature control and reduces energy consumption. BNAL panels are FIREsafe and FIBERfree, ensuring safer and durable building solutions.
They are suitable for industrial buildings, cold storage facilities, clean rooms, commercial spaces, site offices and controlled environment applications. Panels can be used for both roofing and wall systems depending on project requirements.
Yes, the polyurethane core delivers excellent insulation performance. It helps maintain stable indoor temperatures and lowers heating and cooling costs. This makes them ideal for energy conscious projects.
Yes, panels can be tailored in thickness, length and surface finish. Specifications are based on thermal and structural requirements. Custom solutions ensure suitability for diverse applications.
Yes, BNAL offers technical consultation, supply and professional on site installation. Proper fixing and sealing ensure airtight performance. This guarantees long-term durability and structural integrity.
Request a Quote